TECHNOLOGIA KREMLIN REXSON - Rozpylanie na gorąco KREMLIN-REXSON |
Technologia rozpylania na gorąco |
Zalety rozpylania na gorąco: |
| - Niezmienna jakość - Oszczędność rozcieńczalnika - Mniejsze ryzyko zacieków - Lepsze wykończenie - Mniej zanieczyszczeń - Szybsze przygotowanie |
 |
| Zasada |
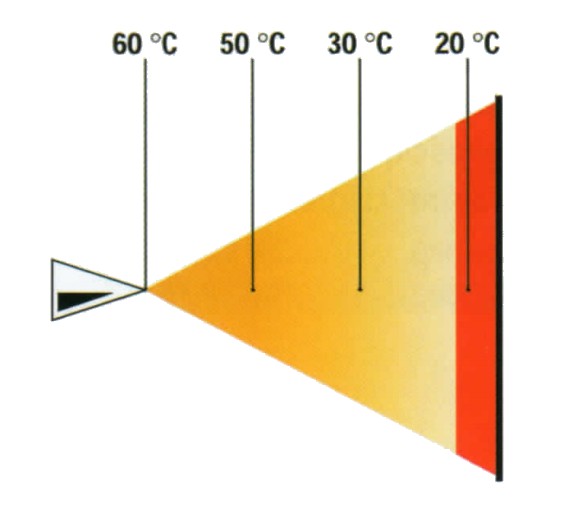
| Wyzsza temperatura płynu oznacza jego mniejszą lepkość. W ten sposób ogrzewając farbę do temperatury rzedu 60 - 80 stopni C uzyskuje się taki sam efekt jak po dodaniu rozcieńczalnika. Malowanie na gorąco jest również korzystne ze wzgledu na utrzymanie jednakowej temperatury farb i pozwala uniknąć wahań temperatury wewnatrz zakładu zarówno w ciągu dnia jak i w ciągu roku . Zmiana temperatury strumienia Podczas rozpylania temperatura szybko spada i farba nakładana na malowany element ma juz temperaturę otoczenia. Jest jendakże dużo mniej płynna, gdyż ogrzane rozpuszczalniki w dużej części ulatwiają się na odcinku dysza - malowany przedmiot. |
 |
| Proces |
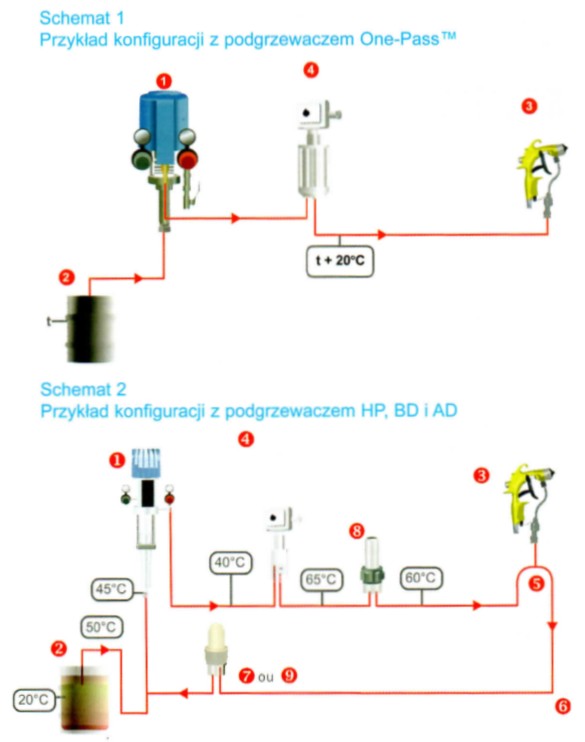
| Zimna farba jest wprowadzana pod ciśnieniem do podgrzewacza (4). Tam jest natychmiast podgrze¬wana do nastawionej temperatury i dochodzi do pistoletu (3) poprzez filtr (8) w zbliżonej tempera¬turze . Przy zastosowaniu podgrzewacza One-pass™, nie występuje zjawisko recyrkulacji (schemat 1). W przypadku podgrzewaczy HP, BP i AD (schemat 2), gorąca farba pod ciśnieniem powraca do zaworu ssącego przez złączkę obiegu (5) i przez przewód zwrotny (6). W ten sposób tworzy się nieprzerwany obieg farby. Obieg farby jest kontrolowany przez zawór obiegu (7) lub zawór rozprężny powrotny (9). Obieg nie może być zbyt duży, jest to bowiem zbędne, a uszczelnienia pompy zużywają się wówczas zbyt szybko, gdyż długość życia mierzy się całkowitą objętością farby przetłaczanej przez pompę. W jed¬nakowej temperaturze utrzymuje się zawsze tę samą objętość farby znajdującą się w przewodach. Pozostała farba znajdująca się w naczyniu (2) jest zimna. W momencie gdy malujący naciska na spust pisto¬letu, gorąca farba wydobywa się przez dyszę, a ponieważ powoduje to wzrost natężenia przepływu pompa (1) zasysa automatycznie dodatkową objętość zimnej farby. Jednak temperatura w pisto¬lecie pozostaje niezmieniona, gdyż ta dodatkowa objętość jest natychmiast podgrzewana w czasie przechodzenia przez podgrzewacz (4). W ten sposób bez względu na to czy malujący pracuje czy też nie w pistolecie zawsze znajduje się gorąca farba. |
 |
Przykłady zastosowania malowania na gorąco |
| 1. Farba o dużej gęstości |
| Farba musi być rozpylana bez uprzedniego rozcieńczania. Ochładza się na wylocie z pistoletu i na malowanym elemencie powraca do swojej pierwotnej konsystencji. Cała grubość powłoki nałożona za jednym razem: mniejsze ryzyko zacieków - bardziej gładka powłoka - mniej porowata - nie ma kosztów związanych z rozcieńczaniem - mniejsza ilość odparowywanego rozcieńczalnika - mniejsze zanieczyszczenie - szybsze uzyskanie warstwy bezpyłowej - często używane rozwiązanie, gdy malarz nie jest zbyt doświadczony. |
| 2. Farba normalnie rozcieńczona |
| Rozpylanie na gorąco w zakresie temperatur od 60° do 70°C. Farba staje się bardzo płynna. W związku z tym można stosować bardzo niskie ciśnienie. Ponieważ jednak większa część rozpuszczalników ulatnia się po wyjściu z pistoletu, farba, która dociera na malo¬wany element, ma temperaturę otoczenia i większą lepkość. Rozpylanie z niewielką mgłą - mniejsze straty farby - mniejsze ryzyko zacieków - szybsze uzyskanie warstwy bezpyłowej - lepsze warunki pracy w pomieszczeniu - stała temperatura - pewność stosowania. |
| 3. Farba normalnie rozcieńczona |
| Rozpylanie na gorąco w zakresie temperatur od 30° do 40°C. Farba ma nieco mniejszą lepkość. Niektóre rozpuszczalniki ulatniają się. Farba ulega schłodzeniu na wylocie pistoletu. Pewność stosowania - gdyż temperatura jest wciąż ta sama niezależnie od pory dnia czy roku - szybsze uzyskanie warstwy bezpyłowej. |